东莞市凤岗信鑫注塑机经营部
十年专注,做好塑机

本文章转载微注塑机论坛:注射成型工艺条件主要是指成形时的温度、时间、压力、速度及位置。一、...
一、塑料1. 流动性不佳提供专业的建议:以不产生溢料的原则下,选用最易流动的塑料,以来实现最佳注塑工艺方案。2. 采用成型润滑剂不当造成。制品定型,流痕未产生。增加润滑剂含量,须和立式注塑机厂商材料研发中心议定后进行。二、模具1. 模温太低模温太低会使得料温下降太快,射压和保压不足以将冷...
据市场研究公司Reportlinker最新报告称,在塑料行业的所有产品中,2016至2026年内工程塑料将是增长最快的板块。就市场值来看,至2016年底全球工程塑料市场值估计为662亿美元,预计到2026年底将达到1328亿美元,在预测期内年均复合增长率为7.2%。在预测期内,全球工程塑料消费量年均复合增长率为5.7%。...
本文章转载微注塑论坛:“塑料内应力...
一、立式注塑机开机时应检查的项目:1. 作动油之检查:确定立式注塑机作动油油量是否介于油量表最低界限和最高界限之间。曲手润滑之自动注油器油量是否适当。2. 冷却水之检查:确定立式注塑机冷却水管路系统均无漏水现象,及水量是否充足,以保持正常冷却效果。3. 温度开启及检查:确定干燥机、料管、...
日本作为我国历年来塑机的最大进口国,近年来其对华出口却逐年减少。海关数据显示,今年1至9月份我国从日本进口注塑机2531台,进口金额28789.2万美元,与去年同期相比下滑了27.6%,与2011年的41369.4万美元相比,更是下滑了30.4%. 日本对华注塑机出口量锐减 日本大型注塑机在2012...
本文章转微注塑论坛:1、 送电前必须确定关闭了马达及电热的电源开关。 2、 检查接通循环冷却水是否畅通。机器在启动和加电热时必须确保液压油和料筒...
【注塑周期】注塑期是指立式注塑机完成特定的一整套动作所需的时间。因此,每个部分的动作时间都可能影响到整个周期时间,要达到缩短周期时间,提高生产效率的目的,应分别考虑动作的每个部分以便辨别可能缩短时间的部分,这样对每个部分常常可节省一点点时间。虽然这种节省可能很少,但当这些时间加在...
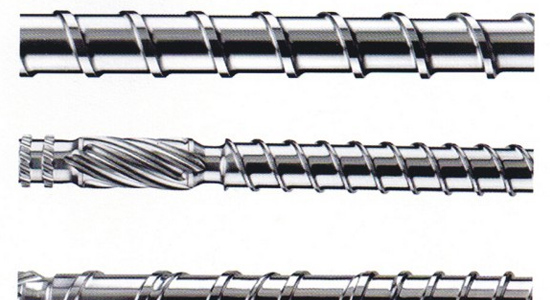
据了解,注塑机螺杆长时间在高温、高压、高机械扭力及高磨擦环境下进行工作,前几个因素是工艺条件所需,而磨擦造成的损耗则不可避免。一般螺杆都进行过表面氮化处理,以提高表面硬度,亦即提高抗磨损能力。但是如果忽略了引起磨损的原因,不设法将磨损尽量降低,必然会大大降低螺杆的工作寿命。以下将...
本文章转载微注塑论坛:1、何谓注塑成型所谓注塑成型(InjectionMolding)...
立式注塑机在成型的过程中会有多种因素让生产出来的产品有缺陷,比如温度、注塑时间等。都可以直接影响成型的产品。下面有请今通小编来详细介绍。一、温度这里所说的温度只要是指模具的温度和原料的加热温度,模具的温度是注塑成型时必不可少的一个环节,模具温度越低,因热传导而散失热量的速度越快,...
随着相关技术的发展及注塑生产工艺对注塑机要求的提高, 开发了二板式注塑机、全电动注塑机、无拉杆注塑机等注塑机新机种。'二板式注塑机自二十世纪七八十年代引入我国以来,历经20多年的发展,经历了从无到有,逐渐成熟的过程。近年来,二板式注塑机因其结构紧凑又高效节能,广受用户欢迎。纯二板...

